
Roscoe Guitars Factory Tour - Autumn 2010
|
The majority of journeys today, in both the real and digital worlds, seem to start with a fairly innocuous Google search. On this occasion it started for me by typing “bass guitar shops near Warwick”; top of the search results list was a website called bassdirect.co.uk, followed by a handily sized map of the location.
So after a brief look at the bass exotica contained on the website off I tootled to try and find what promised to be something a little different from the usual guitar chain stores that had become customary in the US and at home. After disappearing into an industrial estate south of Royal Leamington Spa and re-emerging disappointed this was the end of the journey for the moment. Fast forward over a year and a guitar playing colleague points out an article in The Leamington Observer which headlined “Warwick bass guitar company thriving”.
Here was someone called Mr Stickley whose website was attracting over 4000 hits a day, whilst my own site launched some 12 months earlier was attracting a measly 100 hits a day, this warranted a renewed effort to actually find the very well hidden shop. The second safari proved more fruitful and resulted in a long conversation with Mark (Mr Stickley) who was clearly a man on a bass guitar mission. The instrument that caught my eye was a 24 fret 6-string bass guitar from a manufacturer new to me called Keith B Roscoe, who I was informed, had been making instruments in the US since 1986 (coincidentally the year I began playing guitar) but only in very small numbers. Bass Guitar Magazine’s June 2009 issue had a glowing review of the |
|
At this point I must confess to being a guitar factory tour junkie having visited Gibson Guitars (Memphis, TN); Taylor Guitars (San Diego, CA) and C.F. Martin Guitars (Nazareth, PA) twice each (with the first hour long Taylor tour taking over 2 hours because I asked so many questions). Consequently it was a small mental leap to arrange a Roscoe Guitars factory visit (via Mark Stickley) for myself and my long suffering wife for our planned visit to the US in October 2010. |

Those familiar with the US guitar retail scene will know that it is dominated by two main players in the form of Guitar Center and Sam Ash who operate what can only be described as a chain of musical instrument hypermarkets. As with the manufacturing plants of Gibson, Taylor and Martin the retail premises of Guitar Center and Sam Ash are home-turf for me and a Roscoe bass guitar was not a familiar beast on the retail-prairie floors of these two US guitar trading behemoths.
Consequently no Roscoe basses were expected to be eyeballed on the trip down from New York to the Roscoe factory at Greensboro, North Carolina - but fate had other ideas. Located at 5483 Virginia Beach Boulevard, Virginia Beach, VA is Guitar Center and on the other side of the street at No.3234 is the independent retailer Alpha Music. |
|
|


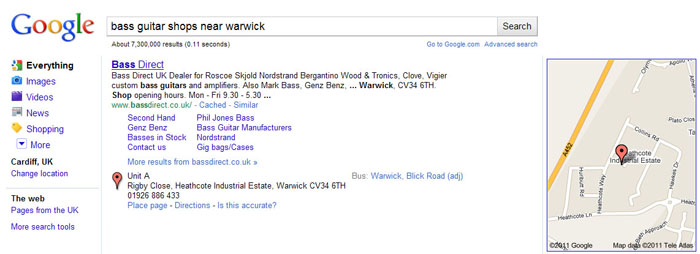
| Even though it was my wife’s 40th birthday I could not resist taking a look inside Alpha Music as this type of retailer tends to sell something a little different to the mainstream items found in other stores. Not only did they have several Roscoe basses for sale but the owner was in possession of three very rare Roscoe guitars from the 1980’s when Keith Roscoe had delved into the mainstream guitar market. I was informed by the owner of Alpha Music – Eddie Hancock (pictured to the right) that Keith Roscoe had smuggled the three unpainted guitar bodies into then Communist Russia to be painted by religious icon artists. The bodies were then returned to Greensboro, North Carolina where Keith Roscoe assembled them into the finished instruments shown in the photographs that follow. The guitars have double locking Floyd Rose whammy bar systems and active EMG pickups; two guitars have the standard (for the time period) Roscoe oval inlays and the third is ornately patterned. |
|

|
|
|
|




|
The third of the Roscoe religious icon guitars appeared in the July 1992 edition of Guitar Player – a copy of the magazine is displayed in a glass case with the guitar as shown in the photographs (at the present time Roscoe Guitars only produce bass guitars). |
|

Rather like Bass Direct the home of Roscoe Guitars is very ordinary and could not be further removed from the images conjured up using my Rock and Roll imagination or those seen at Corporate American guitar manufacturers; in fact the factory is a single storey business unit located next to the dog kennels. Upon entering the unprepossessing factory entrance we are greeted by Gard (the Roscoe Guitars business manager) who was deep in conversation with one of the Roscoe luthiers regarding a guitar body shape. Looking around the factory it appears strikingly different from those encountered at Taylor and Martin with their almost Dentist like cleanliness, where this is quite definitely a wood working shop.
After pleasantries have been exchanged the first port of call is the lumber storage area where wood for bodies and necks is stacked using wooden spacers prior to any shaping being performed. Greensboro was formerly the home of the US furniture industry (prior to its exodus to the far east) consequently Keith Roscoe is able to self-select timber from the local timber suppliers. |
|
|
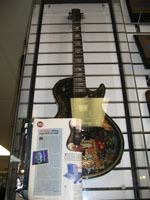
Due to the very small production numbers (approximately 300 instruments a year) each instrument is effectively made to order. Consequently an assortment of beautifully figured wood is available for use as the tops on any of the standard body shapes. The photographs to the right show examples of book-matched walnut and maple guitar-top timbers. |
|
|




Gard cleared up one misunderstanding I had regarding book-matched guitar tops and why the two pages are not exact mirror images of one another. Contrary to my assumptions the figuring only appears if the timber is cut at a slight skew (rather than radially as would be imagined) hence the slight discrepancy between the sides of a perfectly book matched top of the highest grading.
The figured tops are glued to the single piece wooden backs using either Titebond wood glue or 2 pack resin glue depending upon the types of woods being glued together. |
|
|


Once the glue has cured the bodies are rough shaped using a band saw then stacked in a rack to await precise carving. |
|

Carving lines are then marked out by hand (using a pencil) on the bodies in the time honoured wood working fashion. |
|
|


Bodies are hand shaped using standard wood working tools such as hand-files, electric disc sanders and sand paper blocks as shown in the photograph to the right. |
|
The body carving is controlled by the tried and tested human luthier rather than the more sophisticated CNC router option favoured by other leading manufacturers. The human luthier can even advertise your guitar manufacturing company with the t-shirt he wears. |
|


Whilst carving bass bodies by hand the Roscoe luthiers wear dust-masks as a number of the woods used in production generate toxic sawdust. |
|
|


Once the hand shaping has been completed the bass bodies are stored on racks to wait for the specified paint finish to be applied. |
|

Bodies that use maple can either be plain maple with little to no figuring or alternatively spalted , where wood fungus provides the ornamentation. Once sanded to the appropriate smoothness the bodies are ready for the specified paint finish to be applied. |
|
|


All paint finishes are applied in-house, usually by Keith Roscoe himself, with the North Carolina state air pollution laws being far less onerous than those encountered in California for example. This means that nitro-cellulose finishes are an integral part of the finishing process providing the desired long term benefits to the instruments appearance. Roscoe have numerous finishing options for bass bodies with transparent ash, blue satin and an assortment of burst finishes curing in racks on the day of the visit.
|
|
|



|
Roscoe bass guitars with flat tops provide the perfect vehicle to mount an assortment of highly figured ornamental woods. The photographs show an SKB5+ with burl redwood top (right) and a CS5+ with a 5A maple quilt top (left) both were destined for Bass Direct at Leamington Spa. The biggest difference between the SKB and CS body styles being the size of the upper and lower body horns. |
|


If highly figured ornamental tops are not your cup of tea (the iced variety considering the location of the factory) the Roscoe alternative is the hand-carved bass body. Generally other guitar manufacturers produce bodies from two pieces of timber glued together with the joints axis running along the centre-line of the neck pocket. At Roscoe guitar bodies are carved from a single piece of wood (even those with ornamental tops) as evidenced by the LG5J body shown to the right. |
|

Pickups, pre-amps, bridges, tuners and strap buttons are all sourced from external suppliers for incorporation into the finished basses. Pre-amps can be specified from Bartolini, Aguilar and Audere; these components being fitted to instruments by the Roscoe luthiers. Once bodies are completed they are stacked onto racks to await assembly with the completed neck. |
|
|


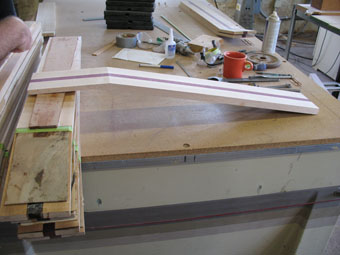
Guitar neck specification and construction at Roscoe borders on OCD (Obsessive Construction Disorder - an occupational hazard for luthiers of the highest calibre). The trademark timber for Roscoe is Purpleheart whose botanical name is Peltogyne pubescens; Pupleheart has a dull brown hue when freshly cut but quickly turns to an amazing deep purple colour when exposed to the atmosphere. The LG, SKB and Century series basses come as standard with a 3-piece graphite reinforced maple-purpleheart-maple laminate neck whereas the more upmarket LG, SKB and Century Signature series basses come with a 5-piece laminate neck. Whereas the laminate strips used for the standard series basses are straight those used for the Signature series models are tapered inwards from the neck joint to the headstock. Additionally two purpleheart stringers (thin veneers of wood sourced from specialist timber suppliers) are provided either side of the tapered central purpleheart laminate. An alternative wood choice of wenge-maple-wenge laminates, with two wenge stringers, is available at additional cost (a neck blank is shown in the right hand photograph).
|
|
|



All the laminates are one continuous piece of timber, including the back angled headstock portion of the neck (no cleverly disguised scarf-joints here). Additionally, the two maple laminates either side of the central purpleheart strip are both quarter sawn and book-matched to one another to ensure neck stability.
|
|

Wide selections of timbers are available to be specified as fingerboard woods which can be as ornate or plain as the customer’s preference dictates. Of particular note is the preferred wood used for fretless instruments, an exceptionally hard High Pressure Laminate (HPL) called Diamondwood. This HPL is so hard that it cannot be used for standard fretted instruments as the fret tang is forced out once pressure is taken off the fret. Also of note is the $1000 price increase for black ebony as a fingerboard wood which according to Gard has nothing to do with a lack of availability or raw material price. The reason for the price hike is down to the potential problems that ebony presents to the luthier, approximately 1 in 10 pieces of ebony will not comply with the tasks assigned to them i.e. they move in the opposite direction to that required. Therefore to cover the inevitable costs of returns to the factory for corrective work a $1000 premium is charged (which also serves as a disincentive to customers to specify this wood choice).
Ornate timbers are also available for specification as veneers for the front of the bass’ headstock (see left hand photograph); alternatively they can be left as plain maple (right hand photograph) however the maple laminate joins will still be visible through the clear lacquer finish.
|
|


Fretless instruments can be specified as lined or unlined, as preferred, with the lines comprising aluminium strips glued into the (generally diamondwood) fingerboard slots using clear epoxy resin.
Once the fretboard blank has been glued to the neck laminates it is transferred, along with several others, to the clamp shown in the photograph to the right. This secures the necks whilst the glue cures producing a very stable neck unit ready to be shaped appropriately. All necks are fitted with single action truss rods, with access for any adjustment required available only at the body end. |
|
|


Necks are machined to shape using a bench router, where the neck-blank is held securely onto a cradle by suction and manually manipulated by a luthier using the two wooden handles shown right. |
|
|


Necks are stored on racks, both before and after they have been shaped by the bench router, prior to the final shaping carried out by hand in the same manner as the bass bodies.
|
|


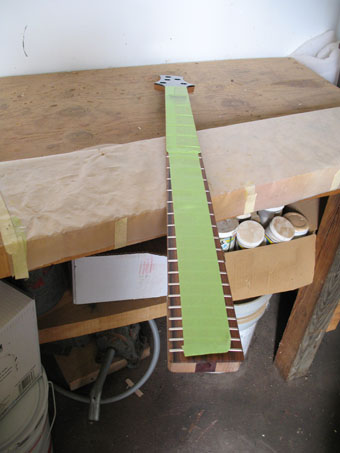
Once the necks have been shaped and fretted (24 being the standard fitment) in the usual manner they are ready for the paint finish to be applied. To prevent paint accumulation on the front of the fretboard they are masked as shown below.
|
|

A grain filling coat is applied and allowed to cure, then the necks have two front and one rear decal applied to the headstock; the rear decal being the home of the hand written serial number for the bass along with the ubiquitous MADE IN USA. |
|
|


After the finishing coats of lacquer have been applied to the necks they are transferred to the final assembly area where the hand carved nut is installed.
|
|

The standard nut material used at Roscoe is Graphtech graphite but Diamondwood or estate ivory can be specified at an additional cost. |
|

The bass bodies and necks are then combined , usually by Keith Roscoe himself (shown below) to produce the completed instruments; basses are usually shipped with a Roscoe gigbag but hardshell cases can be specified for an appropriate price upgrade.
|
|


